



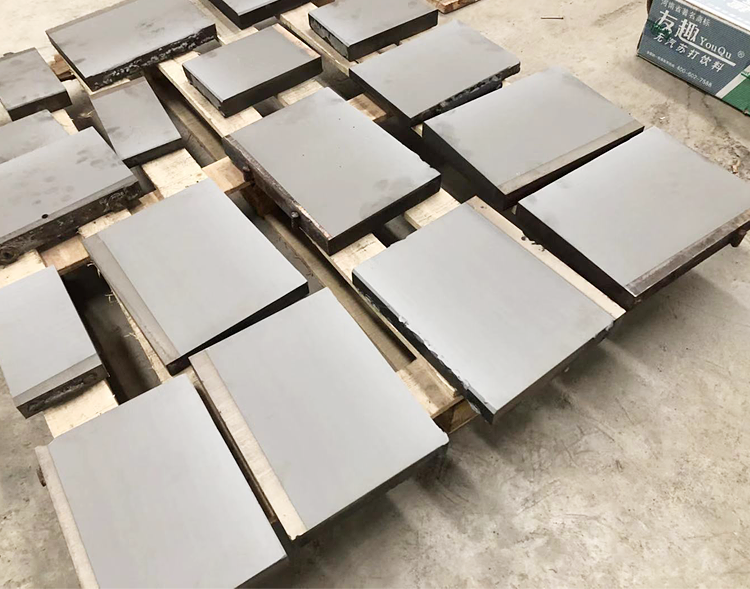
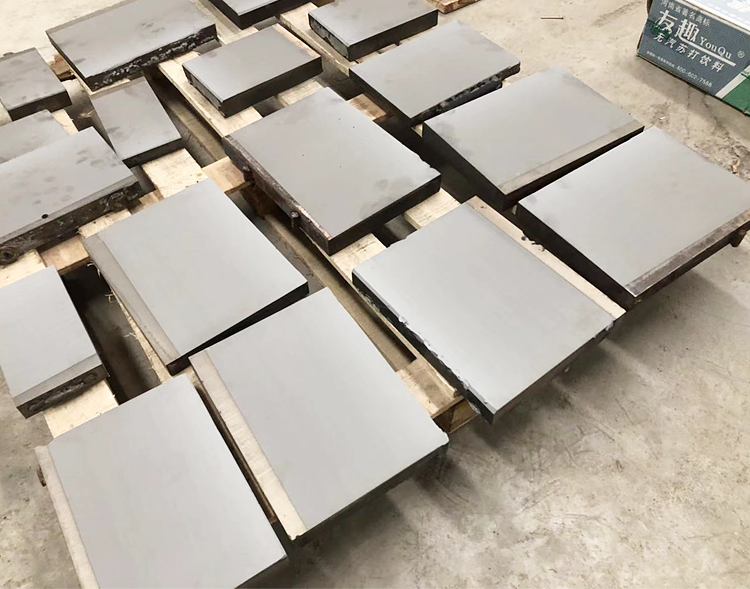
耐火砖磨具
- 概述:耐火砖成型模板工作面大,在200t压力机上承受着耐火材料坚硬颗粒的挤压、刮削和研磨,其服役条件较为恶劣。因此要求模具工作面具有高硬度、高耐磨性、足够的强度和适当的韧性。国
- 咨询热线: 13839410231,18638188966
专业从事热喷涂加工与设备制造研发的高新技术创新企业
13839410231,18638188966
手 机:13839410231,18638188966
电 话:0371-86102889
邮 箱:zzljrpt@163.com
总部地址:河南省郑州市高新区黄杨街与红楠路交汇东南角立佳表面6号车间
固话:0371-86102889
手机:13839410231,18638188966
手机:18638188997
邮箱:zzljrpt@163.com
网址:www.ljspray.com
总部地址:河南省郑州市高新区黄杨街与红楠路交汇东南角立佳表面6号车间
固话:0510-88360030
手机:15995285279
手机:18018368768
邮箱:wxljrpt@163.com
网址:www.ljsurface.com
地 址:无锡市锡山区经济开发区恒羊路2号




